侧围外板成形仿真及工艺优化
常桂静,梁桂荣,曾兵华
(重庆长安汽车股份有限公司模具事业部,重庆,401120)
摘要:结合侧围外板工艺难点及特征,采用经验设计和数值模拟相结合的方法,制定了其冲压工艺方案。运用数值模拟软件对拉延成形进行模拟和分析,同时对后工序出现的翻边开裂起皱问题进行了原因分析,采取有效措施优化成形工艺,成功解决了冲压件质量问题,为类似零件工艺方案的制定提供参考。
关键词:侧围外板数值模拟 开裂 起皱 优化
Forming analysis and Process Optimization of Side Outer panel
CHANG Guijing, LIANG Guirong ,ZENG Binghua
Abstract:The stamping process planning of side outer panel has formulated by using the method of numerical simulation and combining design experience. The numerical simulation of drawing process for side outer panel is studied by using the sheet metal forming analysis software Dynaform. The causes of crack and wrinkle in flanging process are analyzed.The problem have been solved through the effective technical measures, and the quality of the products is guaranteed. The study provide a reference for the process plan of similar part .
Key words:side outer panel;numerical simulation;crack;wrikle;optimize
1 引言
侧围外板是汽车外覆盖件中最为重要的零件,其形状复杂、成形难度大、模具结构复杂、装配关系最多,也就决定了它的表面质量及尺寸精度要求极高,因此侧围外板冲压工艺制定是整个汽车车身开发的技术难点。 本文主要从侧围的冲压工艺设计方面入手,结合数值模拟仿真技术,对侧围的拉延成形过程进行了模拟分析。同时通过对后工序翻边整形开裂起皱问题的整改,积累了侧围外板翻边整形问题解决方法的宝贵经验,为解决此类问题提供了很好的参考作用。
2 零件的工艺性及有限元分析
2.1 零件工艺性分析及工序安排
图1所示为某侧围外板零件图,材料为DC05,料厚0.7mm。从图可以看出,该零件形状复杂,型面高差较大,局部成形较多,是典型的汽车覆盖件。
在侧围外板的制造过程中,要经过落料、拉延、切边、翻边、冲孔等多道工序才能完成,而拉延工序是其中的关键,它直接影响到产品质量、材料利用率、生产效率及制造成本。如图1所示零件大部分棱线部位侧壁斜度小,圆角半径较小,变形过度集中,易产生塑性破裂。因此在工艺数模设计时做了过拉延处理,即将局部侧壁拔模角度增大,同时增大圆角半径。
产品冲压成形工艺的确定过程,就是分析和预测板料在变形过程中可能产生的缺陷,并采取一定的措施,以消除和防止冲压缺陷,同时考虑制造能力、冲压设备、投资成本等因素。
图1 某侧围外板零件图 图2 落料形状
根据该零件的工艺性和本身的结构特点,结合实际生产情况,侧围外板的工艺过程如下:
工序一:落料
工序二:拉延
工序三:切边+整形+侧切+侧冲孔
工序四:切边+冲孔+整形+侧整+侧翻+侧切
工序五:翻边+侧翻+整形+侧冲孔+冲孔+切边
2.2 拉延成形数值模拟
为了减少拉延的调试时间,从而缩短生产周期,本文运用数值模拟软件Dynaform进行了冲压成形分析。在设计阶段对拉延过程中可能产生的缺陷进行预测并加以消除,为设计人员在模具设计和工艺参数制定时提供可靠的理论依据。
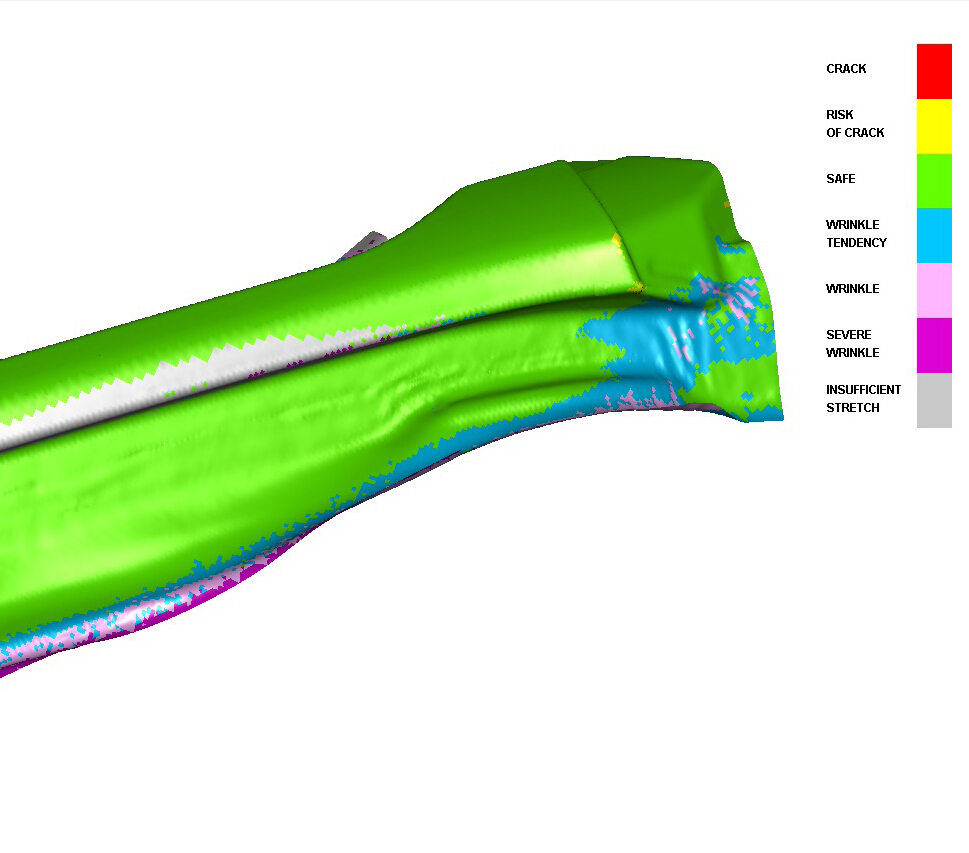
冲压成形分析选用的材料为DC05,厚度0.7mm, 考虑到材料利用及零件的成形性,坯料采用落料形状,如图2所示。摩擦系数为0.125,压边力为85t。经过多次的模拟分析计算及工艺优化,得到最终分析结果如图3所示,由图可以看出零件拉延成形变形比较充分,材料流动均匀,产品部分无明显的开裂和起皱,实际生产的拉延工序件见图4。
图3 拉延成形分析结果
图4 实际拉延工序件
3 侧围外板前窗框A柱上部成形方案优化
3.1 A处侧翻边开裂、叠料的问题
该侧围外板模具经过长时间的调试,最突出的难点最终表现在零件A柱上部(图1A处)侧翻边时容易开裂,并在前端形成叠料,严重影响模具的开发进程,进而影响装车。产品形状和翻边开裂叠料情况如图5和图6所示。
3.2 原因分析
如图7所示,该侧围外板产品A柱上部侧翻边高度大(一般的侧围高度为25mm,该侧围高35mm),与翼子板搭接面台阶高10mm(一般的侧围高度为5~8mm),翻边线夹角很小的“三角形”,夹角只有146.7度左右(夹角越接近180度越不会形成叠料),导致侧翻边时在最高的尖角处撕裂。另外,此形状决定了拉延时在“三角形”区域聚集了过多的材料,而此处侧翻边时的法兰面为平面,把三角形状的材料在侧围边上整形为平面,如果排不出多余的材料必然形成叠料。
 图7 产品尺寸示意图
图7 产品尺寸示意图3.3 解决措施
侧围外板的A柱上部都是优先考虑先切边再侧翻边的工艺,在此工艺无法解决叠料的问题时才考虑使用先侧翻边再切边的工艺。该侧围外板正是采用后一种工艺,即侧围外板在使用先切边再侧翻边工艺造形叠料的情况下,改为先侧翻边再切边的工艺,经过多次的CAE分析验证最终得出了一种较好的方案(如图8所示)。在拉延过程中尽量的少聚积材料,侧翻边时把多余的材料分散在一个较大的区域,达到消除叠料的效果,CAE分析结果如图9。
图8 整改后数模形状 图9 翻边CAE分析结果
通过这种工艺优化后,拉延、翻边整形模具运行状态很好,试制件状态良好(图10),A处区域无叠料现象,起皱现象基本消除,焊接边的平整度达到了焊装和总装的要求。
.jpg)
图10 解决开裂、叠料问题的实际样件4 侧围轮毂部位B处起皱严重问题整改
图1 B处叠料主要是因为整形量太大,导致整形时无法将材料完全吸收和排出,叠料情况如图11。
图11 B处翻边叠料情况
原工艺采用拉延出一部分形状后序整形的方法,整形量较大达到近8mm。在保证B处在拉延不开裂的情况下,此台阶尽量拉延到位,使整形量相对减少到3.5mm左右,整形时叠料缺陷消除。整改前后数模对比如下图:
图12 整改前后数模对比
图13 整改后样件效果 图14 生产出的合格零件
5、结论
1)结合数值模拟仿真结果对拉延型面进行优化,可以大大改善零件成形时的力学条件,充分发挥材料的塑性变形能力,保证拉延过程中无起皱、开裂出现;
2)充分结合数值模拟仿真技术进行工艺方案设计,有效提高了模具设计质量和效率,进而缩短模具设计、制造和调试周期;
2)实现了侧围内板的全工序CAE分析,为提高产品开发的成功率和产品质量提供了有利保障;
3)提出侧围外板A柱上部、轮毂部位成形难点的合理解决方案,为以后其它车型侧围外板模具的开发打下坚实的基础。
参考文献
[1]崔令江.汽车覆盖件冲压成形技术.北京:机械工业出版社,2003.6
[2]杨玉英.大型薄板冲压技术.国防工业出版社,1996:1199
[3]林忠钦等.车身覆盖件冲压成形仿真.北京:机械工业出版社,2005
[4]郑莹,李尚健等.汽车覆盖件成形数值模拟研究.中国机械工程,1997,8(4): 31~33
作者简介:常桂静(1979-),女(汉族),河北泊头人,工程师,主要从事覆盖件模具CAD/CAE/CAM方面的研究与工作,地址:重庆市渝北区空港大道603号模具事业部,(电话)023-67418856,(电子信箱)changgj@163.com
|






.jpg)
.png)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)